Відливання заготовок

Плавлення
Сплав AlSi7Mg виплавляється в плавильній печі при температурі близько 1000°C. Перед транспортуванням до ливарних машин сплав знову очищається та очищується за допомогою процесу очищення розплаву.
Лиття
Процес лиття під низьким тиском з контрольованим і ретельним охолодженням, індивідуальним для кожного колеса, забезпечує ідеальну мікроструктуру заготовки колеса. Колеса BBS Flow Forming відливаються у вигляді компактної заготовки, яка потім подовжується в подальшому процесі Flow Forming. Всі заготовки для лиття під тиском BBS Flow Forming відливаються тільки на головному заводі BBS в Шварцвальді.
Рентгенівський контроль якості та деформація
Кожна заготовка проходить рентгенівський контроль і перевіряється на наявність пор і включень. Це гарантує дотримання високих вимог BBS до якості мікроструктури матеріалу. Вимірювання викривлення гарантує дотримання високих вимог BBS до якості заготовки.
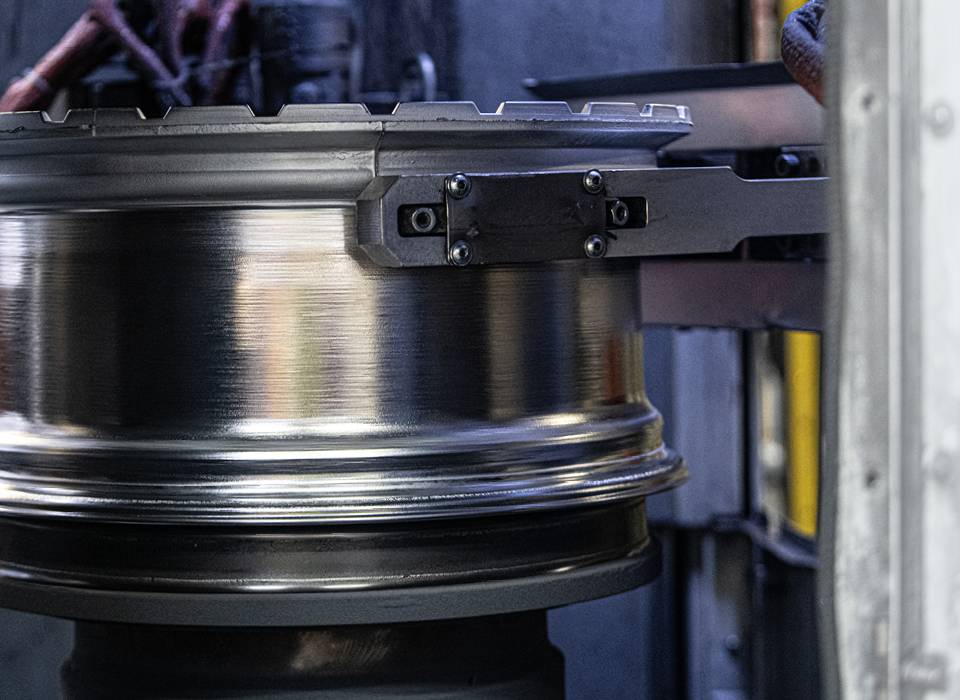
Потокове формування колісної заготовки
Попередня обробка
Механічна попередня обробка для забезпечення ідеальної підготовки колеса до процесу подовження.
Нагрівання
Щоб заготовка могла витримати екстремальний тиск під час процесу Flow Forming, її нагрівають до температури понад 300° C, щоб мікроструктура стала більш податливою до формоутворення.
Формування під тиском
Три ролики, що обертаються, подовжують заготовку колеса до потрібної ширини обода під тиском понад 10 тонн за допомогою спеціальної колісної матриці. Цей процес прокатки спеціально моделює заготовку і сильно стискає матеріал в канавці обода. Це призводить до значного покращення механічних властивостей матеріалу, водночас значно зменшуючи вагу порівняно з литим колесом. Технологія потокового формування дозволяє досягти товщини ободової канавки готового колеса всього 2,25 мм (разом з лаком).
Термічна обробка

Відпал у розчині
Повторне сильне нагрівання, так званий відпал заготовок у розчині, розчиняє достатню кількість легуючих елементів у молекулярному твердому розчині, дозволяючи їм прийняти більш міцне з’єднання.
Загартування
Швидке загартування охолоджує заготовки до 70°C і зміцнює молекулярну структуру. Це зміцнює тісні зв’язки, але водночас робить заготовку колеса крихкою.
Штучне старіння
Подальше штучне старіння дозволяє заготовці відпочити при точно визначеній температурі, а затверділій мікроструктурі знову розслабитися. Високоточна взаємодія між температурою і часом для штучного старіння забезпечує заготовці колеса точно бажані показники міцності і, отже, унікальну якість матеріалу BBS.
Механічна обробка
Обробка на верстатах з ЧПК, в т.ч. оптимізація ваги
Високосучасні верстати з ЧПУ обробляють внутрішню та зовнішню частини колісної заготовки до кінцевих розмірів. Окрім свердління сферичного перерізу, маточини колеса та отвору для клапана, з’єднання колеса також обточується до кінцевого розміру. Колеса, виготовлені методом обточування, також проходять спеціальну механічну обробку для оптимізації ваги. Матеріал, який не має відношення до міцності, фрезерується на з’єднанні колеса і в секціях між спицями, тим самим значно зменшуючи масу колеса, що обертається. Ця спеціальна обробка займає більш ніж удвічі більше часу порівняно зі звичайним литим колесом низького тиску BBS. Завдяки такій оптимізації для 19 коліс BBS Flow Forming досягається вага 10,8 кг (CI-R 19).
Контрольне биття для перевірки якості
Кожне колесо має пройти перевірку на биття. Тільки якщо перевірка биття пройдена відповідно до надзвичайно суворих допусків BBS, колесо допускається до подальшого виробничого процесу.
Фінішна обробка
На першому етапі фінішної обробки вся заготовка зачищається в автоматизованому режимі, видаляючи залишки виступів та гострі краї. Другим етапом фінішної обробки є ручне тонке шліфування. Поверхня і кромки ідеально підготовлені для нанесення лаку і подальшої обробки поверхні.
Перевірка якості та пломбування
Всі круги проходять внутрішню перевірку на герметичність за допомогою газу гелію. Колесо герметично закривається ковпаком і в свердловину впорскується гелій. Тільки якщо датчики в центрі колеса не виявляють витоку гелію.

Лакове покриття

Попередня обробка
Комплексне очищення в зоні попередньої обробки видаляє всі забруднення з поверхні колеса, які потенційно можуть вплинути на подальше нанесення лаку на колесо. Сюди також входять найдрібніші залишки жиру від контакту з людиною, які згодом будуть помітні на бездоганній поверхні.
Нанесення базового порошку
Нанесення відповідного базового порошку для подальшого кольорового фарбування колеса. Базовий порошок забезпечує гладку та герметичну поверхню, на яку можна наносити навіть найтоншу кольорову фарбу на наступних етапах процесу. Делікатний процес сушіння гарантує, що порошок основи затвердіє, і колесо буде готове до фарбування.
Нанесення кольорової фарби
Нанесення кольорової фарби на колесо з порошковим покриттям здійснюється за допомогою електростатичного напилення та розпилення стисненим повітрям. Це забезпечує рівномірний розподіл фарби навіть у важкодоступних місцях, створюючи ідеальне лакофарбове покриття.
Лазерне гравіювання
Особливості колеса та написи наносяться лазером у тривимірному просторі на поверхню колеса. Надточний контроль дозволяє задавати фокусну відстань лазера аж до окремих шарів фарби. Завдяки просторовому розташуванню нанесені лазером елементи мають надзвичайно якісний зовнішній вигляд.
Нанесення прозорого лаку
Остаточне покриття прозорим лаком герметизує колесо і надає йому унікального вигляду. Залежно від версії, наноситься сатиновий або глянцевий прозорий лак. Прозорий лак також забезпечує захист від атмосферних впливів і незначних ударів камінням.
Фінальний ручний контроль якості
Фінальний контроль якості
Збірка
Монтаж захисту від наїзду з нержавіючої сталі
Захист від наїзду з нержавіючої сталі встановлюється на колесо і автоматично закріплюється. Він захищає колесо під час зіткнення з бордюром і може бути замінений.
